 |
APPAREIL A SPHÈRES
| Vous direz encore un
appareil à sphère et oui ! Celui-ci s'inspire
directement d'un modèle publié sur le site http://www.homemetalshopclub.org/
paru dans le Bulletin N°.4 d'Avril 2010. Et réalisé
par Dick Kosfelnicek, dont vous trouverez la
traduction ICI |
|
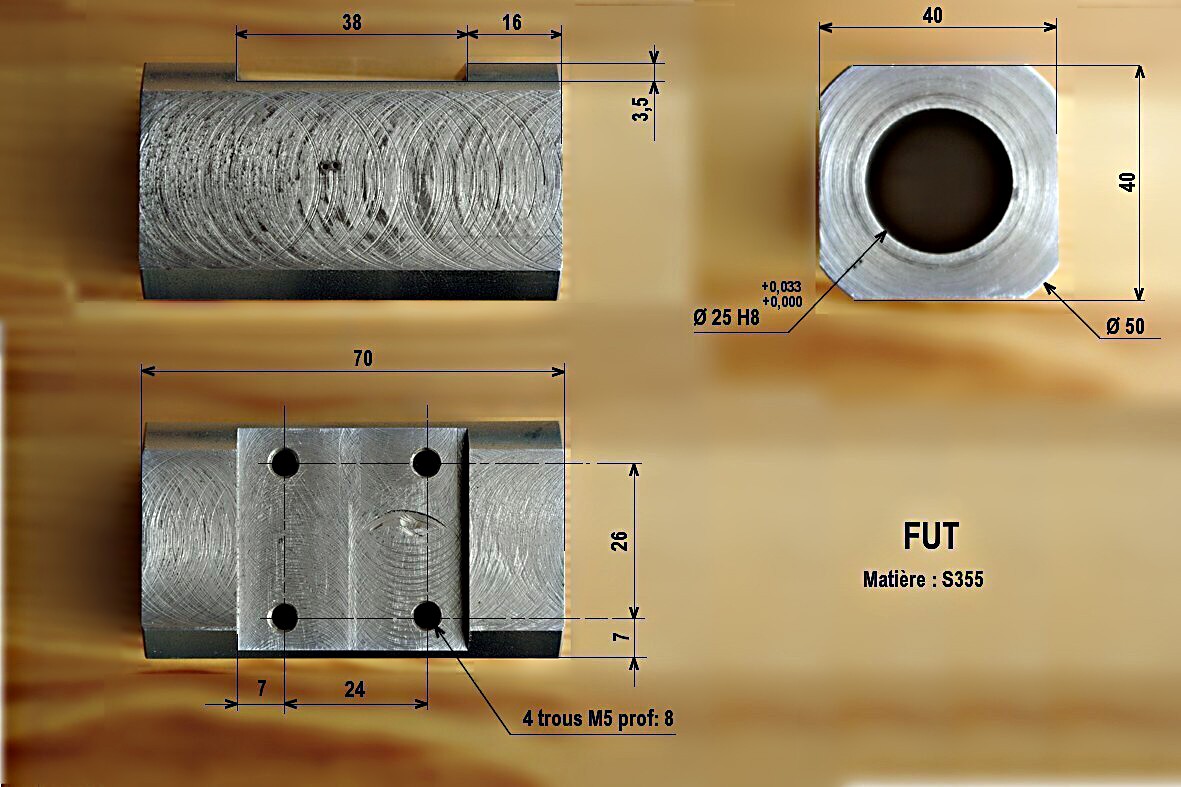
Il est spécifiquement prévu pour se monter en lieu et place de la tourelle porte-outil de mon combiné OTMT 25531. Et comme souvent sa fabrication à été fonction de la matière première à ma disposition. Le corps est usiné dans un rond d'acier étiré S355, Ø50x70mm. Après surfaçage des extrémités, perçage d'un point de centre, puis perçage étagé, d'abord un avant trou Ø 6 sur la plus grande profondeur possible compatible avec mes forets. Puis en suivant, perçage à Ø 10 puis à Ø 16. |
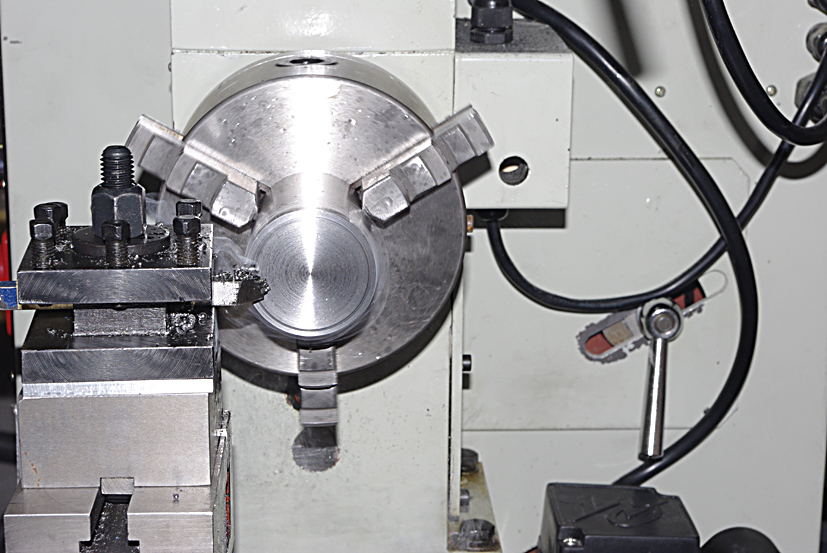 Dressage des faces du Fût |
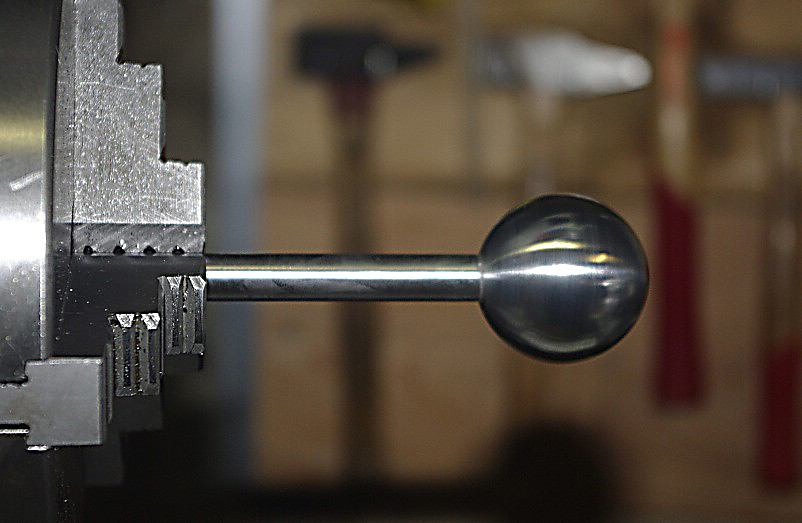
 Perçage du point de centre
|
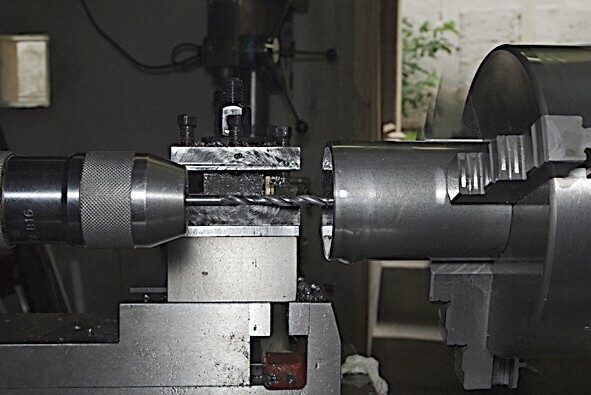 Perçage Ø 6
|
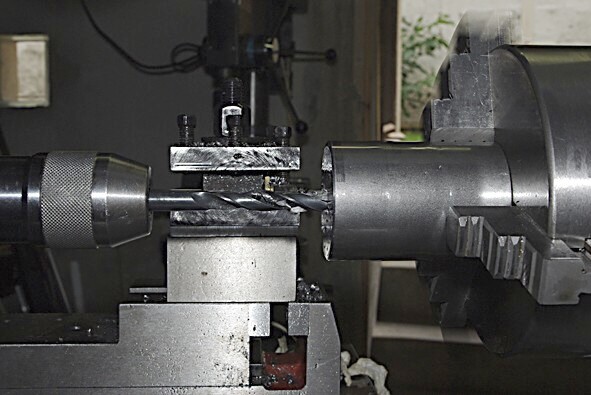 Perçage Ø 10
|
 Perçage Ø
16
|
Pour mon combiné il restait 17,5 mm. Je vous suggère vivement de vérifier ce point, il est essentiel. |