MENUES RÉALISATIONS
| VEDETTE MICKEY |
 |
|
Il y a bien longtemps j'avais commencé la construction d'une petite vedette parue dans le journal de Mickey. Mais les aléas du quotidien m'ont contraint à suspendre mes activités de modéliste. C'est en retrouvant un club avec des fêlés comme moi, que je me suis décidé à enfin terminer ce bateau. À l'origine il n'était pas prévu pour être télécommandé, mais devait fonctionné à l'aide d'un moteur à élastique (ce n'est pas pratique du tout).
Je n'ai pas fait de photos lors des essais de navigabilité, par ce qu'il n'est pas possible de piloter d'une main et de prendre des photos de l'autre. Mais dès que possible j'en ferai. |

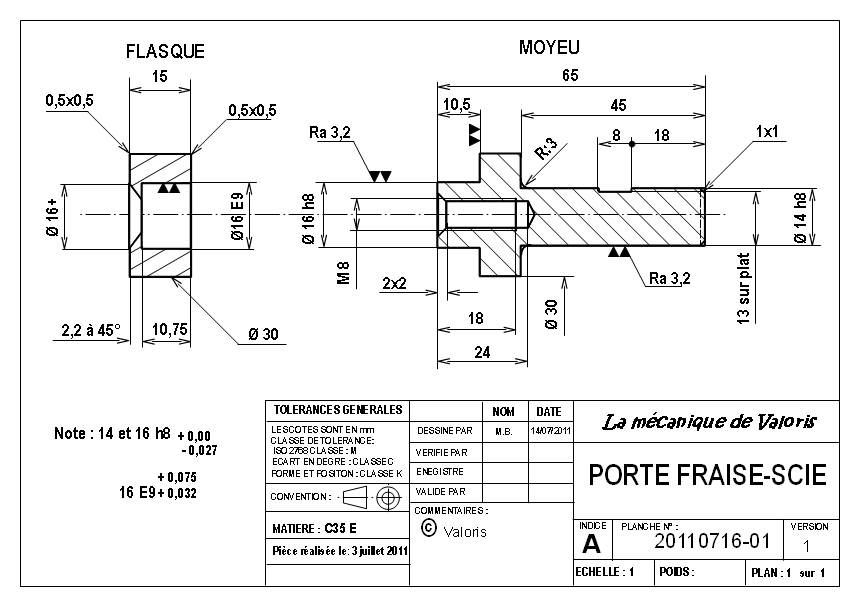
| JAUGE HAUTEUR D'OUTIL OT 25531 |
 |
|
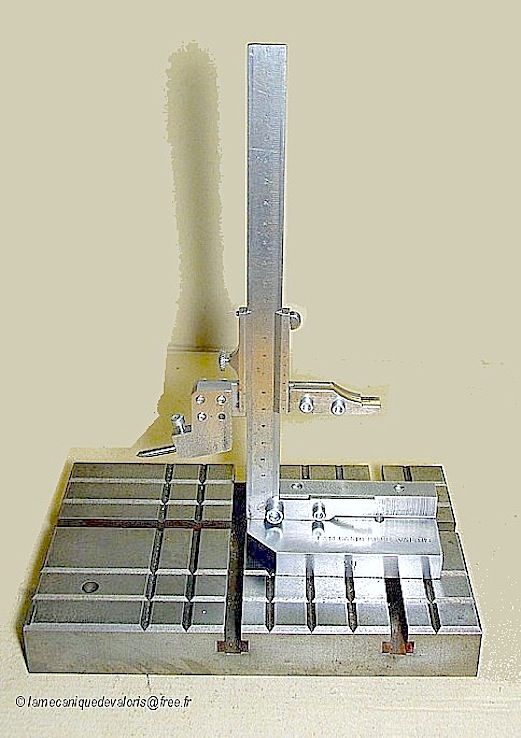
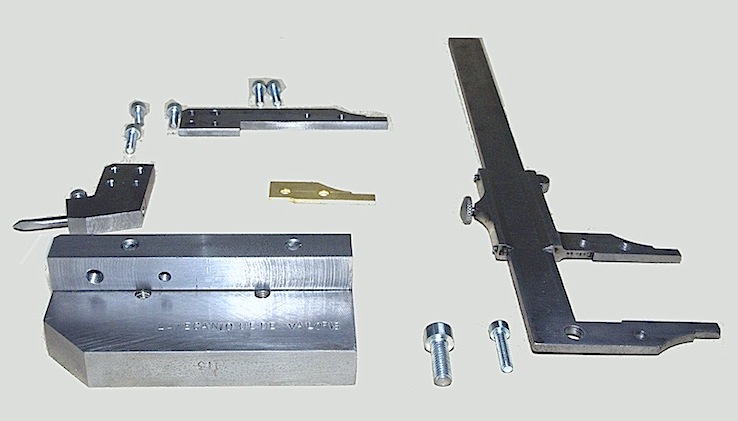
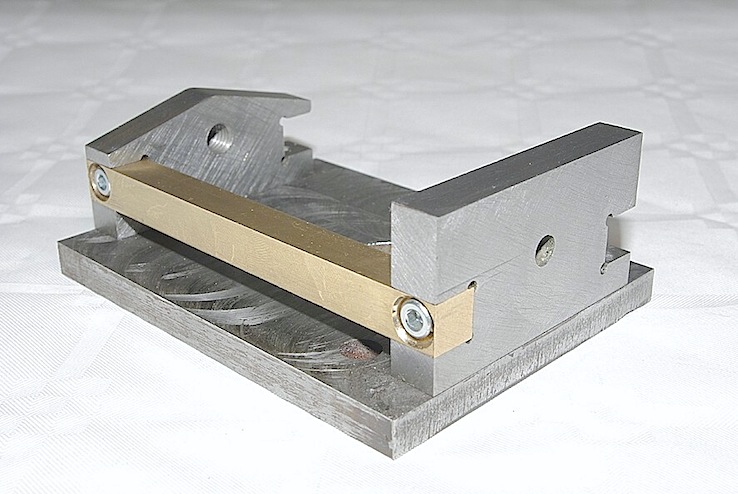
J'ai, il y a quelque temps, traduit un article du Model Engineer's Works N°5 (qui se trouve ICI) décrivant un gabarit de réglage de hauteur d'outil pour un MYFORD S7. Trouvant cette réalisation fort intéressante, je m'en suis inspiré pour en construire un, pour mon combiné OT 25531.
La hauteur d'axe du combiné OT est beaucoup
plus importante que sur le Myford, ce qui a
nécessité une légère adaptation. Sur mon combiné la
Hauteur d'axe par rapport à la table de fraisage se
trouve à 149 mm. C'est une cote qu'il convient de
vérifier soigneusement, les fabrications chinoises
sont particulièrement inconstantes et les mauvaises
surprises, monnaies courantes.
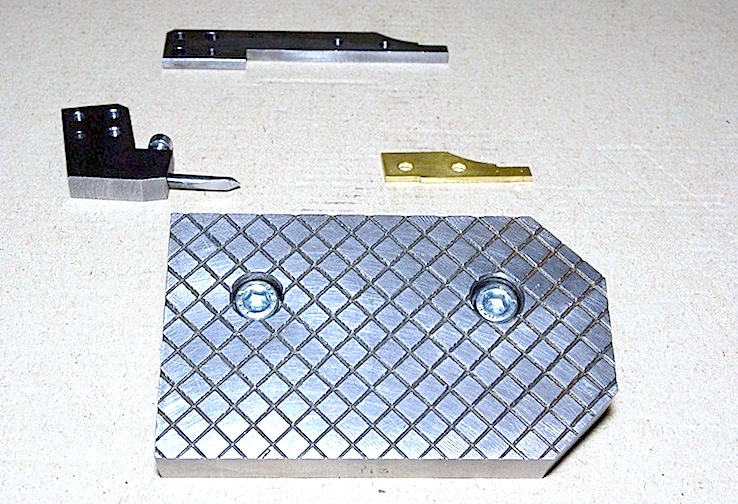
|
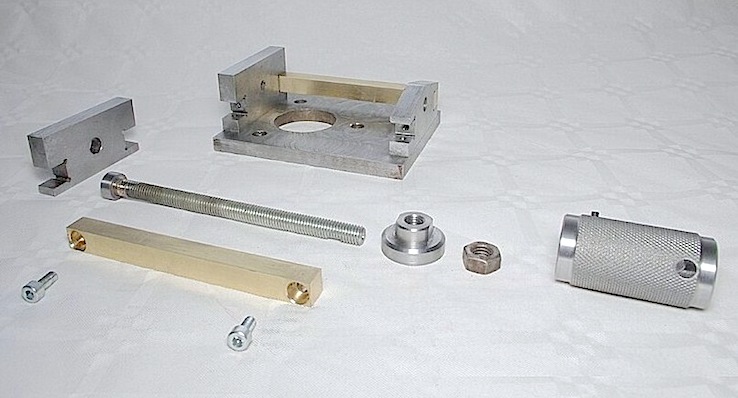
 Les
pièces de la jauge de hauteur d'outil.
|
 |
| TOURNE A
GAUCHE |
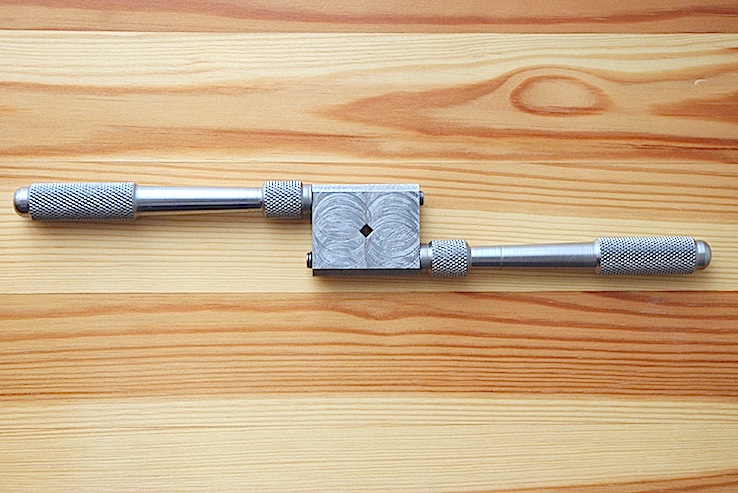 |
| Voici la réalisation d'un tourne à gauche qui m'a été inspiré par un document, Projet_ d_apprentissage que j'ai trouvé sur la toile et que j'ai traduit. Je n'ai pas suivit précisément les dimensions données fautes de disposer des mêmes profilés. J'ai donc fait en fonction des matériaux à ma disposition. Les bras sont en acier étiré de Ø12. J'y ai apporté ma touche personnelle en leur donnant une forme légèrement conique de 1°. Le corps du tourne à gauche est pris dans une barre d'acier laminé de 10x30 mm de médiocre qualité du genre à ferrer les ânes. Quant au vé il fait 3mm de coté au lieu de 4. Ne pas oublier de faire un filetage à gauche et un à droite. Comme précisé dans la fiche de procédure, percez les avants trous des filetages et les portées au diamètre des tiges avant de scier les deux partie du corps du tourne à gauche. |
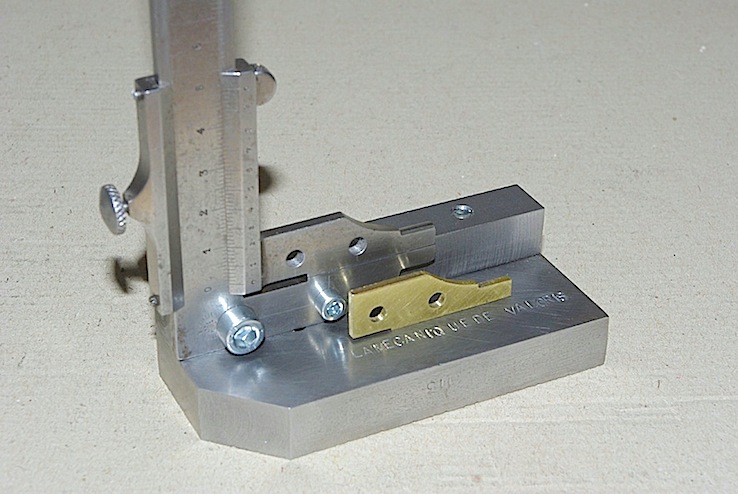
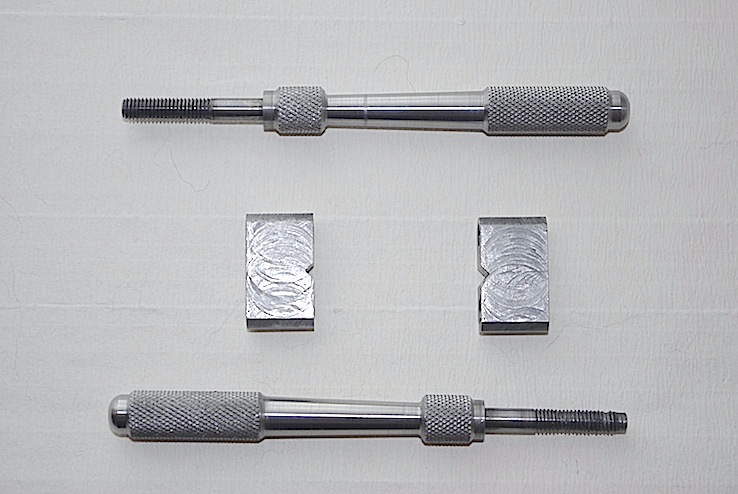 Les pièces du tourne à gauche |
 |
C'est un tourne à gauche à utiliser avec
des tarauds d'une certaine taille, vu sa
force de préhension et son inertie. Avec de petits
tarauds en dessous de M5 on manquera de sensibilité ce
qui pourrait entrainer leurs casses. Ceci étant mon avis
tout personnel, il n'engage que moi. |
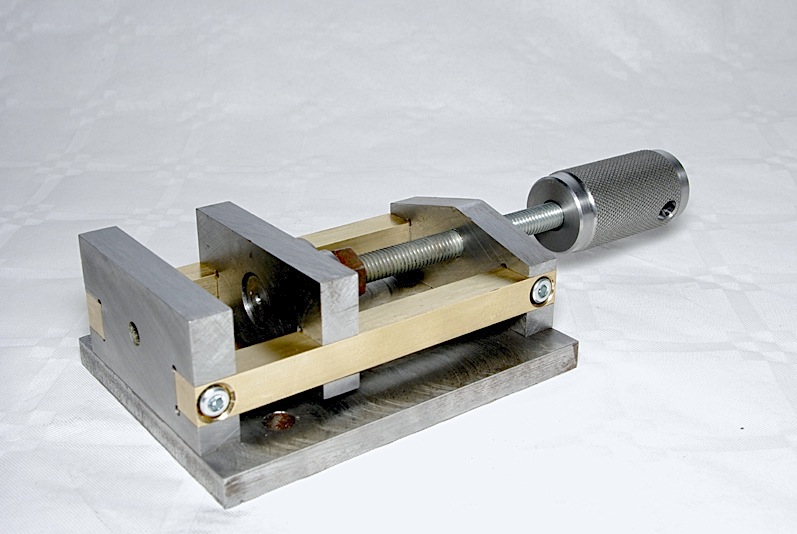
| ARRACHE MOYEU |
| J'ai eu sur mon Myford
des difficultés à sortir la poulie moteur qui était
collée par l'huile qui avait séchée. N'étant
pas particulièrement équipé en matériel de garage, j'ai
dû palier à ce manque. La solution à
consisté à confectionner un arrache moyeu maison. Pour
cela j'ai utiliser une barre d'acier laminé carrée de
14x14mm un peu plus longue (130mm) que le diamètre de
la poulie. J'y ai percé 2 trous Ø6 à chaque extrémité
en respectant un entre-axe égale au diamètre de la
poulie plus un diamètre de vis. Deux vis à tête poêlier y sont solidement fixées
par écrou et contre écrou. La vis de manœuvre M
8 étant placée dans l'axe centrale. Il est
important pour l'efficacité du système que les deux
vis servant de croc tangentent au plus
près la poulie.
|
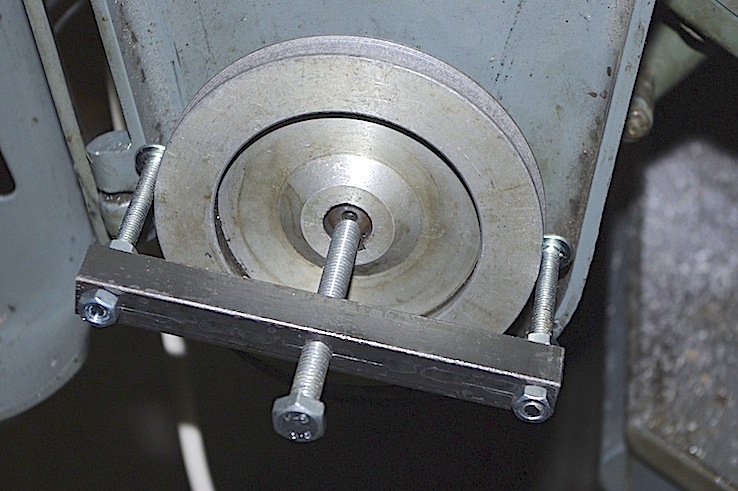 Arrache moyeu en
position
|
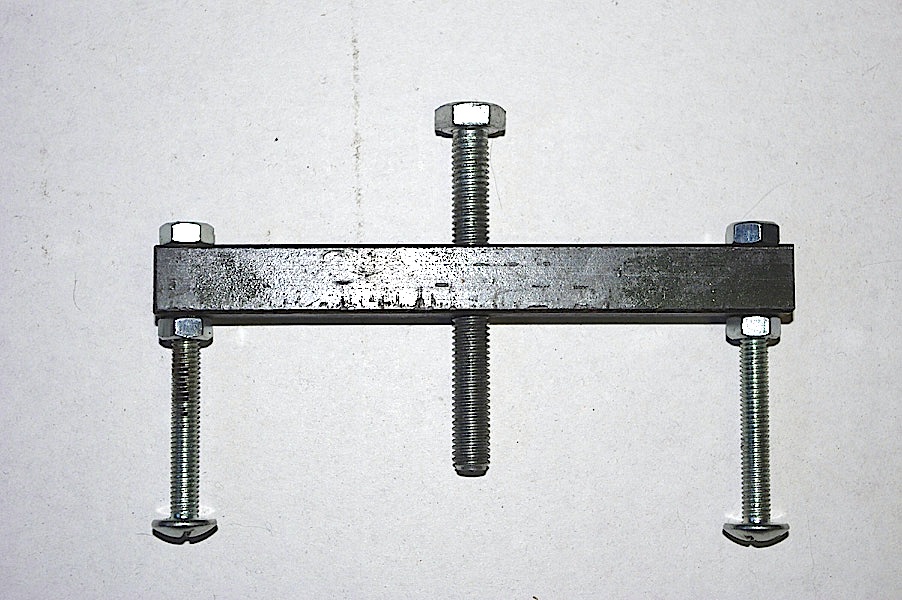 |
Arrache moyeu terminé et
fonctionnel. Au besoin il est possible de l'adapter pour sortir des poulies ou des engrenages plus petits en y perçant une série de trous. |
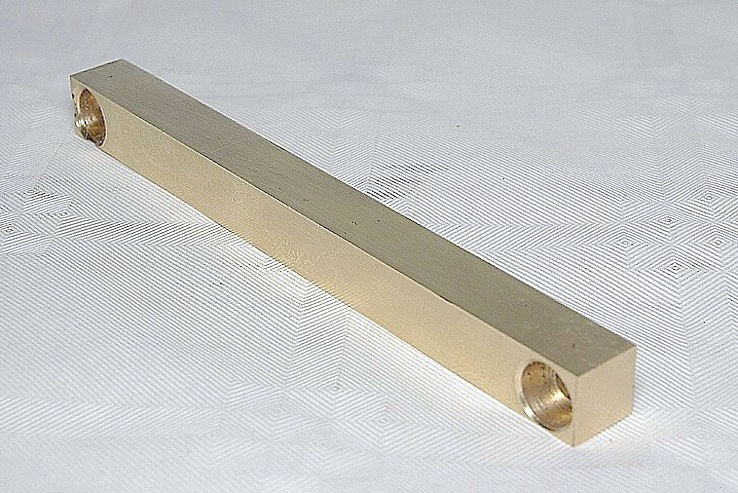
| PETITS VES POUR OUTILS RONDS |
| J'ai eu
besoin de petits vés pour installer des corps d'outils
rond sur la tourelle P.O. de ma nouvelle machine. Mais
en constatant le prix exorbitant demandé par mon
fournisseur habituel, pour de si petites choses
(pratiquement 10 € pièce TTC.) Il faut savoir que ce
type de petits vés sortent directement des bancs
d'étirage au profil demandé en barre de 6m, l'industriel
n'a plus alors, qu'à les couper à la longueur voulue.
Pour des vés de 60mm de long cela fait pratiquement une
centaine de pièces ce qui en fonction de mes références
doit avoir un cout de revient aux alentours de 0,24 € HT
(0,29€ TTC). Je vous laisse entrevoir les plus-values
réalisées par l'industriel, les intermédiaires éventuels
et le distributeur (30 fois le prix de revient). |
 |
 |
La rainure de mon
porte-outil faisant 16,5 mm de profondeur, j'ai opté
pour des vés de 16 mm de large pour que les corps
d'outils soient alignés sur l'axe des vis de blocage
de la tourelle.
Après avoir débiter
ma barre de laminé de 16x16 pour faire des vés de
trois longueurs différents 70, 65 et 60 mm de long.
J'ai dressé mes pièces au cube, juste une passe de
propreté et les ai mise à longueur.
Puis j'y ai tracé
directement l'axe centrale et les bords à 2mm (le
traçage disparaitra à l'usinage) ce qui donne un vé de
12 mm de large à 120° sur une profondeur de 3mm. Les
vés finis ont une hauteur de 6,75mm.
|
 |
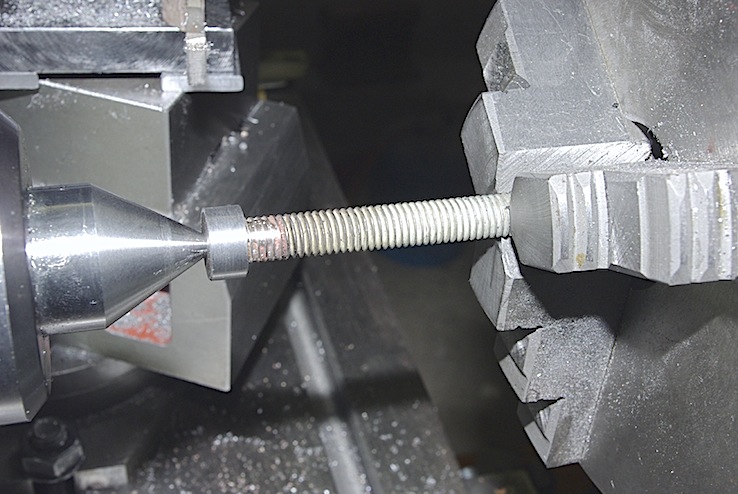
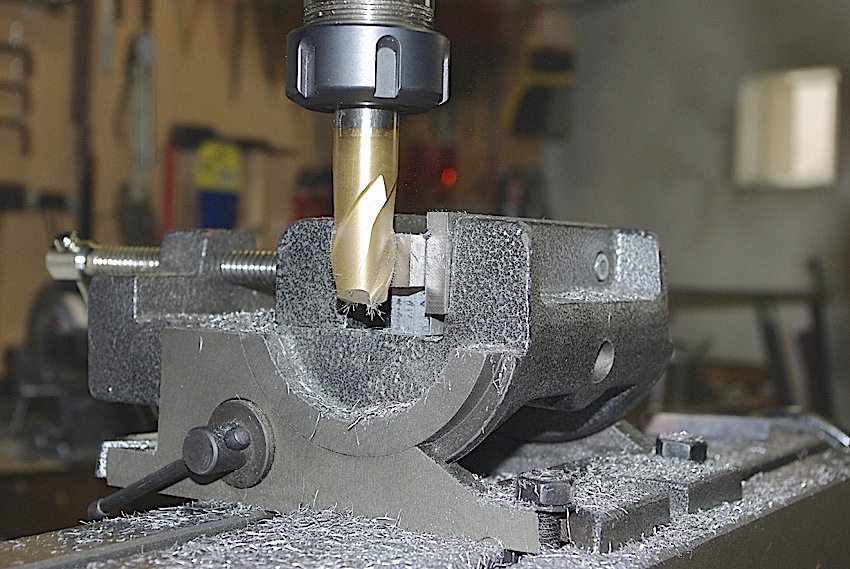
Pour usiner les
vés, je me suis servi d'un petit inclinomètre,
appareil pratique et précis et d'un étau inclinable
(une médiocrité chinoise).
Sur la vue de
droite remarquez les marques du traçage servant de
guide.
|
 |
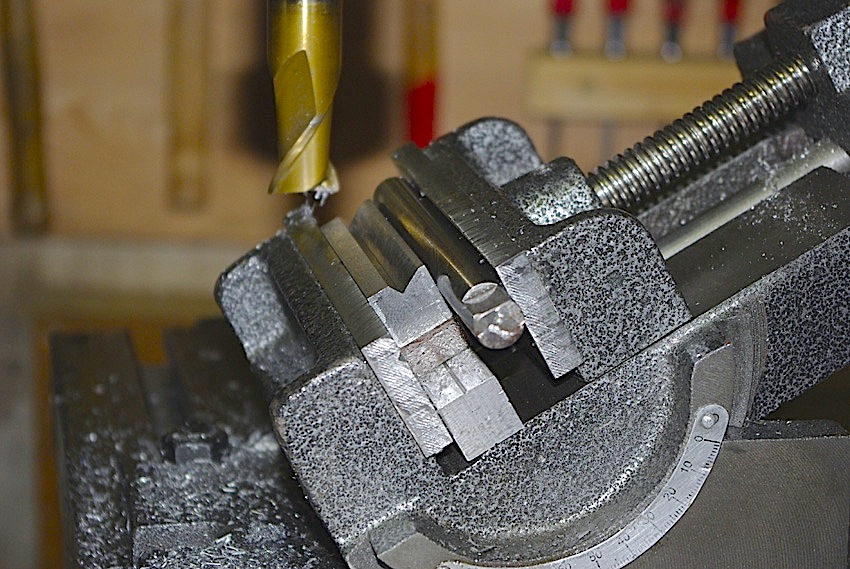 |
Après
retournement de la pièce, usinage de la seconde
moitié du V puis mise à épaisseur.
J'ai ainsi
fabriquer quatre jeux de V pour quelques euros.
|
 |
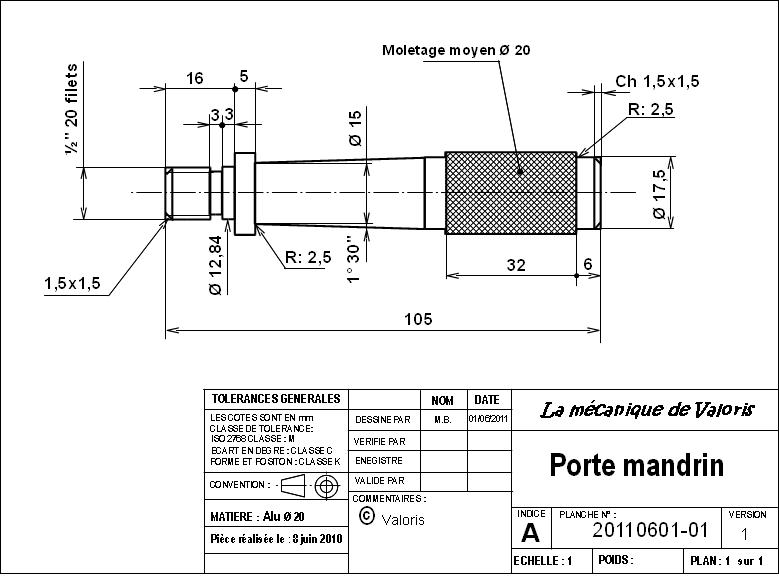
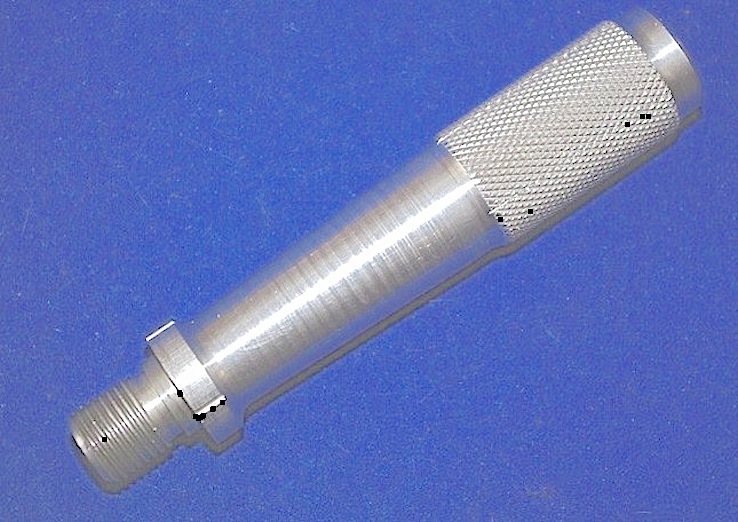
| PORTE MANDRIN |
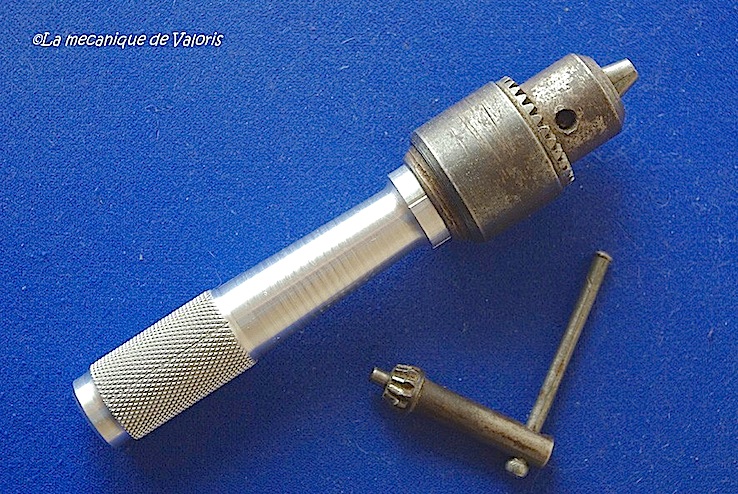 |
| J'ai
récupéré
le
mandrin d'une ancienne petite perceuse hors d'usage. Il
est de petite taille 0 à 8mm, pendant longtemps je ne
lui trouvais pas d'utilité, jusqu'au jour ou... Je suis
devenu l'heureux propriétaire d'un petit tour. De
là j'ai envisagé de l'équiper d'un manche qui permette
de m'en servir comme moyen de préhension. C'est
un outil sans prétention mais bien pratique pour tenir
de petits forets à affûter, de petite limes etc... |
 |